
班组长 5S 与 5Why 现场培训
今天不背概念, 直接看现场。看清楚做和不做的差异, 再把问题落到班组每天能执行的动作。
本页目标
建立课堂气氛, 说明今天不是考试、不是批评现场, 而是让班组长学会看现场、问原因、做改善。
讲课流程
- 先停 3 秒, 让大家看封面车间图。
- 说明今天的学习方式: 看现场图, 找做和不做的差异, 最后落到班组动作。
- 强调本课不要求背概念, 要求回去能做一个样板区和一张真实 5Why。
建议话术
各位班长, 今天我们不讲很复杂的管理理论, 也不是来评价谁的现场好、谁的现场差。我们只做一件事: 看现场, 看清楚哪里会浪费时间、哪里会混料、哪里会影响报工和质量。看到差异以后, 我们再讲应该怎么做。
今天每个案例都会有现场图和做/不做对比图。大家不用急着说对错, 先说自己看到了什么。最后每个班组要带走两个作业: 一个 5S 样板区, 一个真实异常的 5Why。
互动问题
最近一周, 你们有没有因为找工具、找物料、找工单、确认异常品状态而耽误过生产?
过渡句
先看今天怎么学, 让大家知道每个案例我们按什么节奏走。
先看现场: 工具、物料、工单在同一区域时, 哪些地方会拖慢动作?

本页目标
让学员从现场图中主动找出位置不清、状态不清和标准不稳。
讲课流程
- 先给大家 20 秒看图, 不解释。
- 问: 这里哪些东西会拖慢动作?
- 把回答归类到找不到、状态不清、标准不稳。
- 引导到下一页对比图。
建议话术
大家先看图, 不要急着说对错。请先找三个地方: 第一, 哪些东西如果没有固定位置, 员工会找? 第二, 哪些东西状态不清, 班长要靠问才知道? 第三, 如果今天整理好, 明天会不会又乱? 为什么?
建议举例
如果工具挂板上有位置, 但工作台上仍然堆了临时工具、工单和物料, 员工实际操作时还是会混。标准必须覆盖工作台, 不只覆盖墙面。
过渡句
现在看做和不做的对比, 差异会更明显。
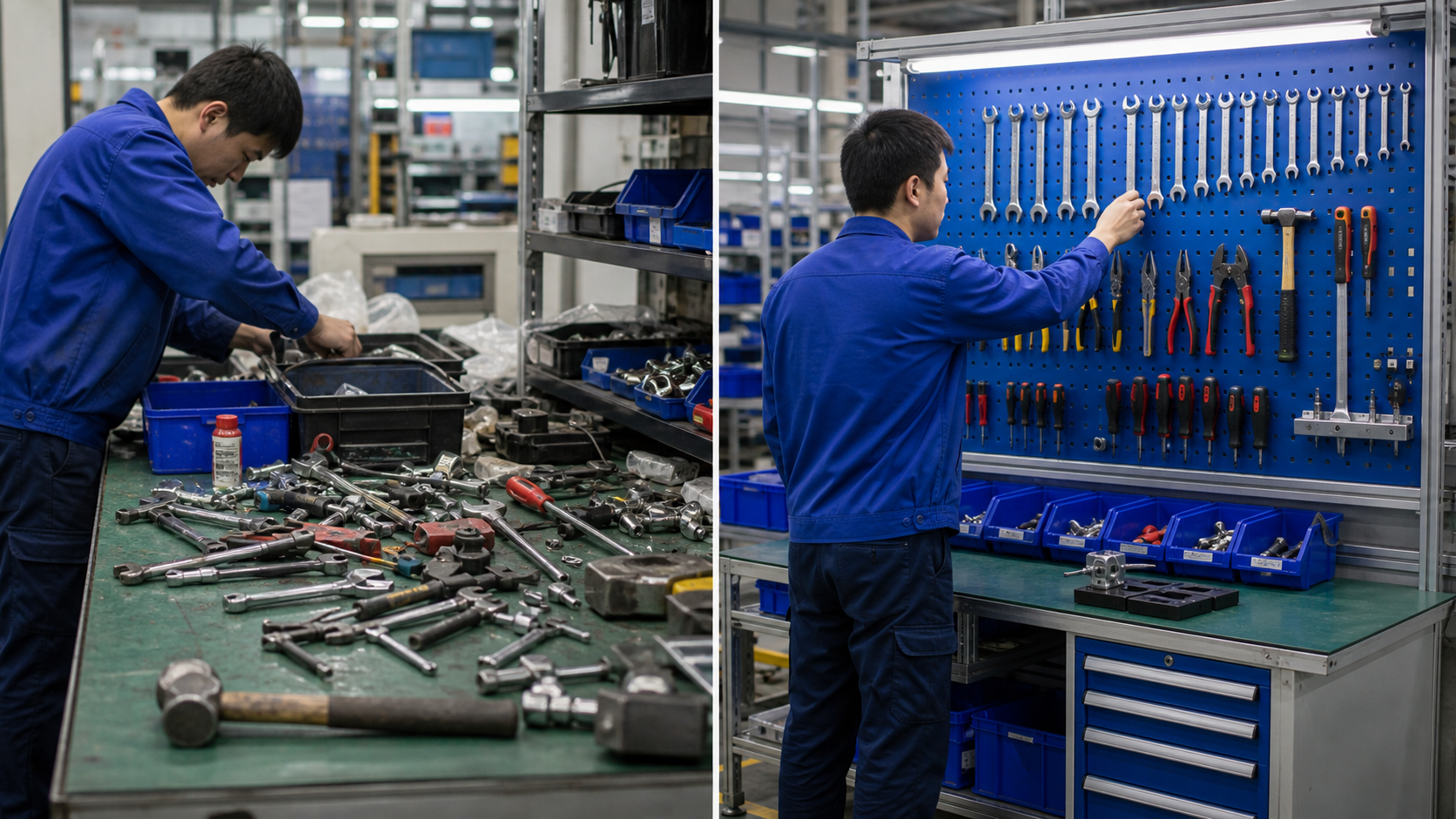
同样是拿工具, 左边靠找, 右边靠定置
本页目标
用左右对比让学员看到效率、质量、管理三类差异。
讲课流程
- 先看左边: 让学员说浪费在哪里。
- 再看右边: 让学员说改善在哪里。
- 最后总结工具定置三句话。
建议话术
左边最大的问题不是“不好看”, 而是人要找工具。一找工具, 产线节奏就断了。工具散放还会带来拿错规格、漏用工具的问题。
右边的价值是位置固定、形迹固定、数量固定。少一件能看见, 用完知道放回哪里。班组长不用每天问“谁拿了”, 现场自己会说话。
互动问题
如果每天找工具 5 分钟, 一条线 5 个人, 一周浪费多少时间? 这个问题值不值得做一个样板?
过渡句
看完差异, 现在把这个案例落成班组动作。
先看现场: 这些周转车和料箱, 哪些状态必须一眼分清?

本页目标
训练学员观察异常品区域的状态、边界和责任。
讲课流程
- 先让大家看图 20 秒。
- 问: 哪些状态必须一眼分清?
- 强调区域线、状态牌、责任人、处置时限。
建议话术
大家看这张图, 不要只看摆得整不整齐。我们要看状态是否清楚。良品在哪里? 待检在哪里? 不良在哪里? 返工在哪里? 如果新员工或夜班员工接手, 能不能不问人就看懂?
建议举例
如果一辆周转车上同时有待检品和返工品, 哪怕摆得很整齐, 也是风险。因为下一道工序只看到“产品在车上”, 不一定知道它不能流转。
过渡句
下面用左右对比看, 隔离和不隔离的差异在哪里。
左边靠记忆, 右边靠区域和状态牌

本页目标
用对比图说明分区隔离对风险、追溯和协作的价值。
讲课流程
- 先看左边: 问混放风险。
- 再看右边: 问哪些动作切断风险。
- 强调异常品区不能变成长期堆放区。
建议话术
左边的问题是状态混在一起。大家可能知道哪一箱是什么, 但现场不能靠记忆。靠记忆的现场, 交接、换人、忙起来都会出问题。
右边做了几件事: 分区、边界、状态牌、责任确认。这样生产、质量、仓库看到的是同一个状态, 不需要每次靠口头解释。
互动问题
如果这个区域一直堆着异常品没人判定, 还算改善吗? 不算。隔离后必须有责任人和处置时限。
过渡句
现在把异常品处理总结成三句话。
先看现场: 一个报工点应该让班组长一眼看出什么?

本页目标
训练学员看报工点的设备位置、工单状态和班后确认。
讲课流程
- 先看图, 找扫码设备和工单托盘。
- 问待报工、已报工、异常工单是否能分清。
- 强调班后 10 分钟清账。
建议话术
一个合格的报工点, 要让班组长一眼看出三件事: 设备在哪里, 工单现在是什么状态, 班后有没有清账。扫码设备不固定, 员工就容易拖到下班后再补。工单状态不分, 漏报和重报就很难发现。
建议举例
可以设置两个托盘: 待报工、已报工。异常工单另放并标识原因。班后由班组长确认待报工托盘是否清空。
过渡句
下面看当班扫码和事后补录的差异。
左边数据靠补, 右边数据随动作产生

本页目标
用左右对比说明报工点位和工单状态对 ERP 数据的影响。
讲课流程
- 看左边纸单堆积, 问会造成什么问题。
- 看右边扫码点, 问哪些状态更清楚。
- 总结: 数据随动作产生。
建议话术
左边看起来只是纸单多, 但背后是数据滞后。生产已经做完, 系统还没反映; 或者第二天靠回忆补, 容易漏报、重报。
右边的关键不是有设备就行, 而是点位固定、工单分类、当班扫码、班后确认。现场动作清楚, ERP 数据才有源头。
互动问题
如果当天 4 张工单没报, 第二天补录, 会影响哪些部门? 生产、仓库、计划和管理层都会受影响。
过渡句
要做 5Why, 先要把“报工很乱”说具体。
先看现场: 电批使用前, 哪些项目不能只靠感觉?

本页目标
让学员看到关键设备点检不能只看能不能启动。
讲课流程
- 先看图, 指出扭矩测试设备和记录。
- 问电批使用前要确认什么。
- 强调关键质量点必须进入点检表。
建议话术
电批能转, 不代表扭矩合格。关键工位不能只靠感觉, 要有标准范围、点检动作和记录。班前点检不是形式, 是在批量生产前把风险挡住。
建议举例
如果扭矩标准是一个范围, 点检表上就要有确认项。超出范围时, 不能继续生产, 要停下来调整或更换工具。
过渡句
下面看直接使用和班前点检的差异。
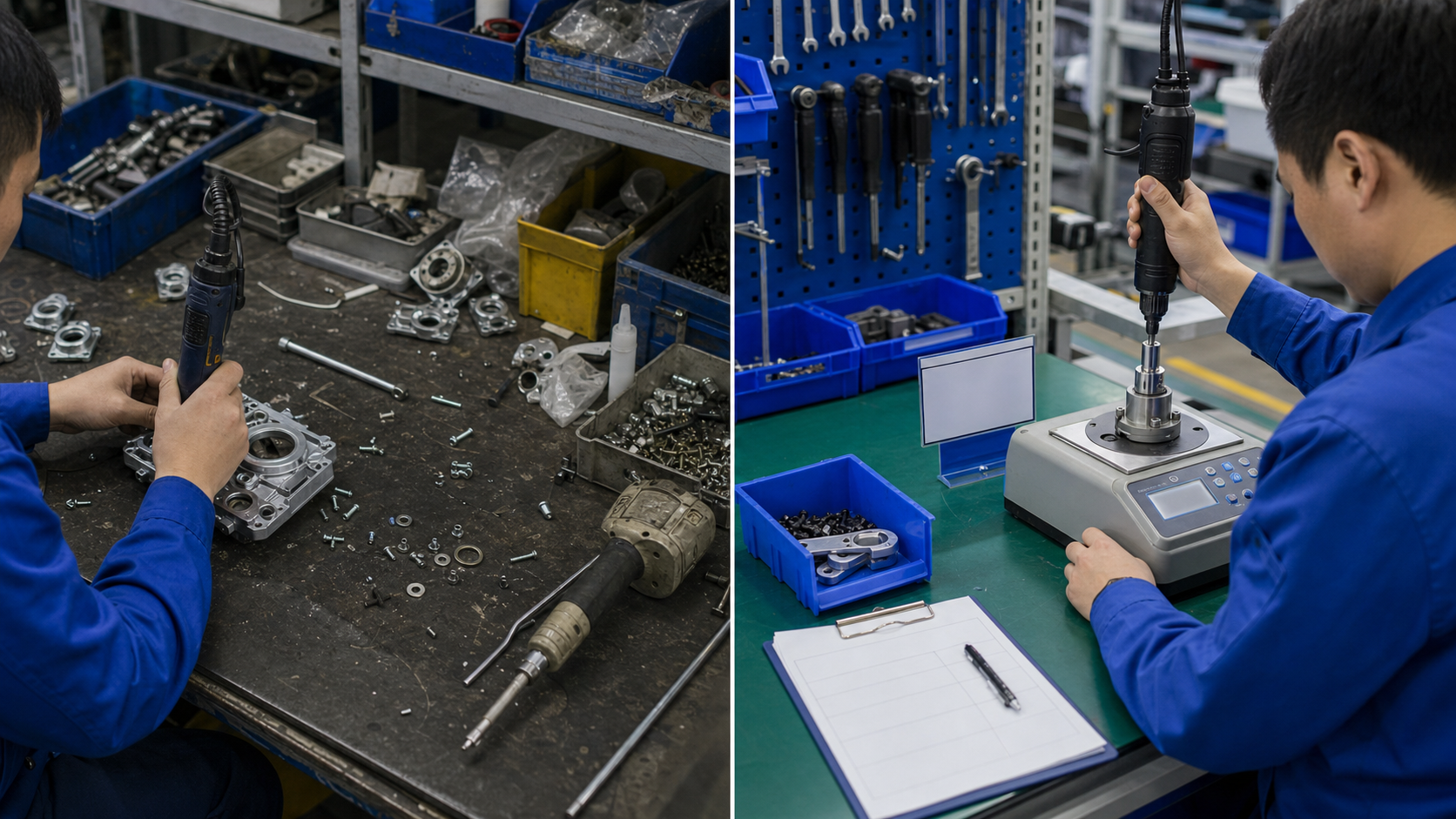
左边直接用, 右边先确认关键参数
本页目标
用对比图说明事前点检比事后返工更有效。
讲课流程
- 先看左边, 问风险在哪里。
- 再看右边, 问多了哪些确认动作。
- 总结关键质量点要转成现场点检项。
建议话术
左边的问题是直接使用, 风险在生产前没有被发现。等产品做出来再发现螺丝未拧紧, 就已经变成返工甚至客户风险。
右边先确认关键参数, 有标准、有工具、有记录。这样问题在生产前被挡住, 而不是靠事后检查补救。
互动问题
这个案例里, 真正要改的是员工态度, 还是点检标准? 我们要改的是能被检查的标准和动作。
过渡句
下面用 5Why 链条把这个案例完整走一遍。
物料、在制品、包装和空箱混在一起, 现场就会“慢、堵、错”

本页目标
让班组长看到物料混放带来的慢、堵、错。
讲课流程
- 先看图片, 找通道、空箱、半成品、包装。
- 讲慢、堵、错三类影响。
- 连接到 ERP 入库、转序和盘点。
建议话术
现场如果把物料、在制品、包装和空箱都放在一起, 员工就会慢, 因为要找; 通道会堵, 因为周转车绕行; 还会错, 因为相似物料和不同状态混在一起。
这不是单纯的整洁问题, 它会影响生产节拍, 也会影响 ERP 数量和状态。
互动问题
你们班组最容易混的是原料、在制品、空箱, 还是上一批余料?
过渡句
下面看混放和分区流动的对比。
左边把现场当仓库, 右边按工序和状态流动

本页目标
用对比图说明按工序和状态分区的价值。
讲课流程
- 看左边, 找寻找、搬运、等待。
- 看右边, 找区域线、状态牌、空箱清理。
- 要求学员说一个可先做的小区域。
建议话术
左边把现场当成临时仓库, 什么都放一点, 最后大家都要找。右边按工序和状态分区, 当前要用的、下一步要转的、空箱要清走的, 一眼能看清。
分区不是为了好看, 是为了让流动顺畅, 让数量和状态可控。
收口动作
每个班组选一个最容易混的物料点, 先做分区、定量和空箱清理。
过渡句
最后一个现场案例看清扫。清扫不是扫干净, 而是找源头。
清扫不是把问题扫走, 是借清扫发现源头并防止复发

本页目标
把清扫从卫生动作提升为点检和源头治理。
讲课流程
- 先看图, 指出油污、碎屑、设备周边问题。
- 讲只扫地为什么会复发。
- 强调清扫时要找源头。
建议话术
清扫不是把灰扫掉就结束。地面有油污, 可能是设备漏油; 工位有碎屑, 可能影响外观或装配; 设备有异响, 可能是故障前兆。清扫是发现问题的机会。
如果每天扫, 每天又回来, 说明源头没有处理。重复出现的清扫问题, 就要用 5Why。
互动问题
你们现场有没有某个地方每天都脏? 如果有, 源头是什么?
过渡句
下面看只扫表面和找源头的对比。
左边只处理表面, 右边把问题源头纳入标准

本页目标
用对比图说明“扫掉”和“防复发”的差异。
讲课流程
- 看左边, 问明天会不会回来。
- 看右边, 找源头处理动作。
- 总结清洁标准和点检表要更新。
建议话术
左边只是把表面清掉, 但源头还在。明天同样的问题还会出现, 人就会觉得 5S 是天天扫地, 很烦。
右边做的是源头治理: 找漏点、放接油盘、清理设备底部、记录问题、更新检查项。这样清扫才会变成防复发。
收口动作
每个班组找一个反复出现的清扫点, 记录源头, 写进点检表或标准照片。
过渡句
六个案例看完, 接下来把它们变成班组长每天三次巡查。